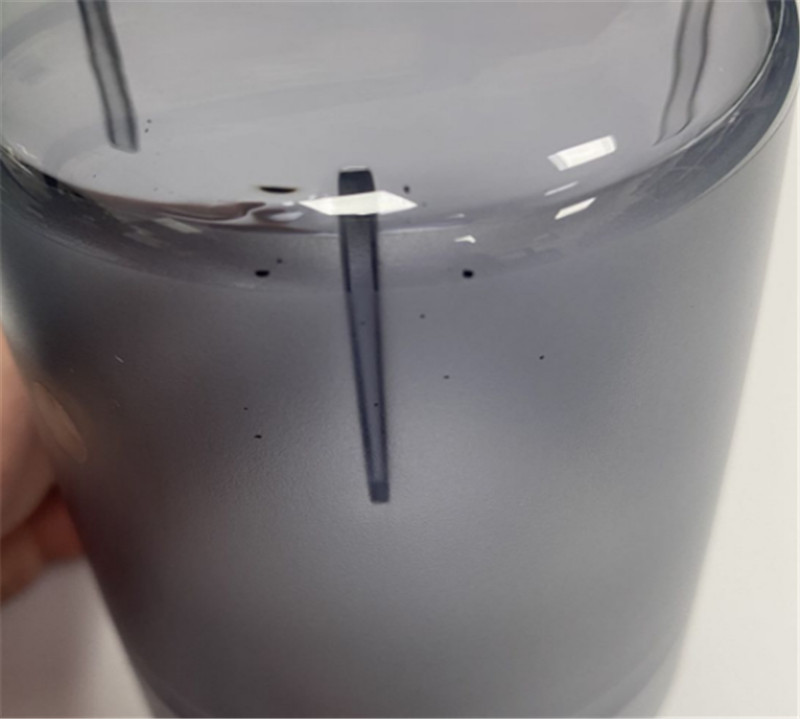
ಅಚ್ಚೊತ್ತಿದ ಭಾಗಗಳಲ್ಲಿ ಕಪ್ಪು ಕಲೆಗಳು ಅಥವಾ ಕಪ್ಪು ಸೇರ್ಪಡೆಗಳು ಕಿರಿಕಿರಿ, ಸಮಯ ತೆಗೆದುಕೊಳ್ಳುವ ಮತ್ತು ದುಬಾರಿ ಸಮಸ್ಯೆಯಾಗಿದೆ.ಉತ್ಪಾದನೆಯನ್ನು ಪ್ರಾರಂಭಿಸುವಾಗ ಮತ್ತು ಸ್ಕ್ರೂ ಮತ್ತು ಸಿಲಿಂಡರ್ನ ನಿಯಮಿತ ಶುಚಿಗೊಳಿಸುವ ಮೊದಲು ಅಥವಾ ಸಮಯದಲ್ಲಿ ಕಣಗಳು ಬಿಡುಗಡೆಯಾಗುತ್ತವೆ.ಈ ಕಣಗಳು ಮಿತಿಮೀರಿದ ಕಾರಣದಿಂದ ಕಾರ್ಬೊನೈಸ್ ಮಾಡಿದಾಗ ಅಭಿವೃದ್ಧಿ ಹೊಂದುತ್ತವೆ, ಇದು ಯಂತ್ರದಲ್ಲಿನ ತಾಪಮಾನವನ್ನು ಕಡಿಮೆ ಮಾಡದೆಯೇ ವಸ್ತುವಿನ ಹರಿವನ್ನು ದೀರ್ಘಕಾಲದವರೆಗೆ ನಿಲ್ಲಿಸಿದಾಗ ಸಂಭವಿಸಬಹುದು.
ಕಪ್ಪು ಕಲೆಗಳ ಕಾರಣಗಳು
ರಾಳದ ವಿಭಜನೆ
ಪ್ಲಾಸ್ಟಿಕ್ ವಸ್ತುವು ರಾಸಾಯನಿಕವಾಗಿರುವುದರಿಂದ, ಕರಗುವ ಬಿಂದುವಿನ ಮೇಲೆ ಬಿಸಿಯಾಗುವುದನ್ನು ಮುಂದುವರೆಸಿದಾಗ ಅದು ಕ್ರಮೇಣ ಕೊಳೆಯುತ್ತದೆ.ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಹೆಚ್ಚಿನ ಸಮಯ, ವಿಭಜನೆಯು ವೇಗವಾಗಿ ಮುಂದುವರಿಯುತ್ತದೆ.ಇದರ ಜೊತೆಗೆ, ಬ್ಯಾರೆಲ್ ಒಳಗೆ, ರಾಳವನ್ನು ಸುಲಭವಾಗಿ ಉಳಿಸಿಕೊಳ್ಳುವ ಪ್ರದೇಶಗಳಿವೆ, ಉದಾಹರಣೆಗೆ ಚೆಕ್ ನಾನ್-ರಿಟರ್ನ್ ವಾಲ್ವ್ ಮತ್ತು ಸ್ಕ್ರೂ ಥ್ರೆಡ್.ಈ ಭಾಗಗಳಲ್ಲಿ ಉಳಿದಿರುವ ರಾಳವು ಸುಟ್ಟುಹೋಗುತ್ತದೆ ಅಥವಾ ಕಾರ್ಬೊನೈಸ್ ಆಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ಲಯಬದ್ಧವಾಗಿ ಉದುರಿಹೋಗಿ ಅಚ್ಚು ಮಾಡಿದ ಉತ್ಪನ್ನಕ್ಕೆ ಮಿಶ್ರಣವಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಕಪ್ಪು ಕಲೆಗಳು ಉಂಟಾಗುತ್ತವೆ.
ಸಾಕಷ್ಟು ಶುಚಿಗೊಳಿಸುವಿಕೆ
ಸಾಕಷ್ಟು ಶುಚಿಗೊಳಿಸುವಿಕೆಯಿಂದಾಗಿ ಈ ಹಿಂದೆ ಬಳಸಿದ ರಾಳವು ಮೋಲ್ಡಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ಉಳಿದಿದೆ ಎಂಬ ಅಂಶವೂ ಕಪ್ಪು ಚುಕ್ಕೆಗಳಿಗೆ ಕಾರಣವಾಗಿದೆ.ಮೇಲಿನ ಪ್ಯಾರಾಗ್ರಾಫ್ನಲ್ಲಿ ವಿವರಿಸಿದಂತೆ, ಚೆಕ್ ರಿಂಗ್ ಮತ್ತು ಸ್ಕ್ರೂ ಥ್ರೆಡ್ನಂತಹ ರಾಳವನ್ನು ಸುಲಭವಾಗಿ ಉಳಿಸಿಕೊಳ್ಳುವ ಪ್ರದೇಶಗಳು ಇರುವುದರಿಂದ, ವಸ್ತು ಬದಲಾವಣೆಯ ಸಮಯದಲ್ಲಿ ಈ ಪ್ರದೇಶಗಳಿಗೆ ಅನುಗುಣವಾದ ತೀವ್ರತೆ ಮತ್ತು ಶುಚಿಗೊಳಿಸುವ ಸಮಯವನ್ನು ಅನ್ವಯಿಸುವುದು ಅವಶ್ಯಕ.ಹೆಚ್ಚುವರಿಯಾಗಿ, ಪ್ರತಿ ವಸ್ತುಗಳಿಗೆ ಸೂಕ್ತವಾದ ಶುಚಿಗೊಳಿಸುವ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಳ್ಳಬೇಕು.PC→PC ಯಂತಹ ಒಂದೇ ರೀತಿಯ ರಾಳಗಳಿಗೆ ಶುಚಿಗೊಳಿಸುವಿಕೆಯನ್ನು ಕೈಗೊಳ್ಳುವುದು ತುಲನಾತ್ಮಕವಾಗಿ ಸುಲಭ, ಆದರೆ ಇದು ವಿವಿಧ ರೀತಿಯ ವಸ್ತುಗಳ ಶುದ್ಧೀಕರಣವಾಗಿದ್ದರೆ, ಕರಗುವ ಬಿಂದು ಅಥವಾ ವಿಭಜನೆಯ ತಾಪಮಾನವು ವಿಭಿನ್ನವಾಗಿರುತ್ತದೆ, ಆದರೆ ರೆಸಿನ್ಗಳ ನಡುವೆ ಹೊಂದಾಣಿಕೆ (ಸಂಬಂಧ) ಅಸ್ತಿತ್ವದಲ್ಲಿದೆ. , ಸ್ವಚ್ಛಗೊಳಿಸುವ ಹೊರತಾಗಿಯೂ ಅನೇಕ ಸಂದರ್ಭಗಳಲ್ಲಿ ಅದನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕಲಾಗುವುದಿಲ್ಲ.
ವಿದೇಶಿ ವಸ್ತುಗಳ ಮಿಶ್ರಣ (ಮಾಲಿನ್ಯ)
ಕಪ್ಪು ಕಲೆಗಳ ಕಾರಣಗಳಲ್ಲಿ ಮಾಲಿನ್ಯವೂ ಒಂದು.ಹಾಪರ್ಗೆ ನೀಡಲಾದ ಕೆಲವು ಗೋಲಿಗಳನ್ನು ಕಡಿಮೆ ವಿಘಟನೆಯ ತಾಪಮಾನವನ್ನು ಹೊಂದಿರುವ ಇತರ ರಾಳಗಳೊಂದಿಗೆ ಬೆರೆಸಿದರೆ, ರಾಳದ ವಿಭಜನೆಯಿಂದಾಗಿ ಕಪ್ಪು ಕಲೆಗಳು ಸುಲಭವಾಗಿ ಉಂಟಾಗಬಹುದು.ಜೊತೆಗೆ, ಮರುಬಳಕೆಯ ಪ್ಲಾಸ್ಟಿಕ್ಗಳತ್ತ ಗಮನ ಹರಿಸಬೇಕು.ಏಕೆಂದರೆ ಮರುಬಳಕೆಯ ಪ್ಲಾಸ್ಟಿಕ್ ಅನ್ನು ಹಲವು ಬಾರಿ ಬಿಸಿ ಮಾಡಿದ ನಂತರ ವಿಘಟನೆಗೆ ಹೆಚ್ಚು ಒಳಗಾಗುತ್ತದೆ (ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ಪುನರಾವರ್ತಿತ ಮರುಬಳಕೆಗಳು, ತಾಪನ ಸಮಯವು ಹೆಚ್ಚಾಗುತ್ತದೆ).ಹೆಚ್ಚುವರಿಯಾಗಿ, ಮರುಬಳಕೆ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಇದು ಲೋಹದಿಂದ ಕಲುಷಿತವಾಗಬಹುದು.
ಕಪ್ಪು ಕಲೆಗಳಿಗೆ ಪರಿಹಾರಗಳು
1. ಮೊದಲನೆಯದಾಗಿ, ಕಪ್ಪು ಕಲೆಗಳು ಇನ್ನು ಮುಂದೆ ಕಾಣಿಸಿಕೊಳ್ಳುವವರೆಗೆ ಸಂಪೂರ್ಣವಾಗಿ ತೊಳೆಯಿರಿ.
ಕಪ್ಪು ಕಲೆಗಳು ಬ್ಯಾರೆಲ್ನಲ್ಲಿ ಚೆಕ್ ರಿಂಗ್ ಮತ್ತು ಸ್ಕ್ರೂ ಥ್ರೆಡ್ನಲ್ಲಿ ಉಳಿಯುತ್ತವೆ.ಕಪ್ಪು ಕಲೆಗಳು ಎಂದಾದರೂ ಕಾಣಿಸಿಕೊಂಡಿದ್ದರೆ, ಅವುಗಳ ಕಾರಣವು ಬ್ಯಾರೆಲ್ನಲ್ಲಿ ಉಳಿಯುವ ಸಾಧ್ಯತೆಯಿದೆ ಎಂದು ಅಂದಾಜಿಸಲಾಗಿದೆ.ಆದ್ದರಿಂದ, ಕಪ್ಪು ಚುಕ್ಕೆಗಳು ಕಾಣಿಸಿಕೊಂಡ ನಂತರ, ಪ್ರತಿಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳುವ ಮೊದಲು ಬ್ಯಾರೆಲ್ ಅನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು (ಇಲ್ಲದಿದ್ದರೆ ಕಪ್ಪು ಚುಕ್ಕೆಗಳು ಎಂದಿಗೂ ಕಣ್ಮರೆಯಾಗುವುದಿಲ್ಲ).
2. ಮೋಲ್ಡಿಂಗ್ ತಾಪಮಾನವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಪ್ರಯತ್ನಿಸಿ
ವಿವಿಧ ರಾಳಗಳು ಅಪ್ಲಿಕೇಶನ್ ತಾಪಮಾನವನ್ನು ಶಿಫಾರಸು ಮಾಡುತ್ತವೆ (ಕ್ಯಾಟಲಾಗ್ ಅಥವಾ ಉತ್ಪನ್ನ ಪ್ಯಾಕೇಜ್ ಈ ಮಾಹಿತಿಯನ್ನು ಸಹ ಒಳಗೊಂಡಿದೆ).ಮೋಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಸೆಟ್ ತಾಪಮಾನವು ವ್ಯಾಪ್ತಿಯಿಂದ ಹೊರಗಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಿ.ಹಾಗಿದ್ದಲ್ಲಿ, ತಾಪಮಾನವನ್ನು ಕಡಿಮೆ ಮಾಡಿ.ಇದರ ಜೊತೆಗೆ, ಮೋಲ್ಡಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ಪ್ರದರ್ಶಿಸಲಾದ ತಾಪಮಾನವು ಸಂವೇದಕ ಇರುವ ಪ್ರದೇಶದ ತಾಪಮಾನವಾಗಿದೆ, ಇದು ನಿಜವಾದ ರಾಳದ ತಾಪಮಾನಕ್ಕಿಂತ ಸ್ವಲ್ಪ ಭಿನ್ನವಾಗಿರುತ್ತದೆ.ಸಾಧ್ಯವಾದರೆ, ರಾಳದ ಥರ್ಮಾಮೀಟರ್ ಅಥವಾ ಅದರಂತೆಯೇ ನಿಜವಾದ ತಾಪಮಾನವನ್ನು ಅಳೆಯಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.ನಿರ್ದಿಷ್ಟವಾಗಿ ಹೇಳುವುದಾದರೆ, ಚೆಕ್ ರಿಂಗ್ನಂತಹ ರಾಳದ ಧಾರಣಕ್ಕೆ ಒಳಗಾಗುವ ಪ್ರದೇಶಗಳು ಕಪ್ಪು ಕಲೆಗಳನ್ನು ಉಂಟುಮಾಡುವ ಸಾಧ್ಯತೆಯಿದೆ, ಆದ್ದರಿಂದ ಸುತ್ತಮುತ್ತಲಿನ ತಾಪಮಾನಕ್ಕೆ ವಿಶೇಷ ಗಮನ ಕೊಡಿ.
3. ನಿವಾಸ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಿ
ಮೋಲ್ಡಿಂಗ್ ಯಂತ್ರದ ಸೆಟ್ ತಾಪಮಾನವು ವಿವಿಧ ರಾಳಗಳ ಶಿಫಾರಸು ಮಾಡಲಾದ ತಾಪಮಾನದ ವ್ಯಾಪ್ತಿಯಲ್ಲಿದ್ದರೂ ಸಹ, ದೀರ್ಘಕಾಲೀನ ಧಾರಣವು ರಾಳದ ಕ್ಷೀಣತೆಗೆ ಕಾರಣವಾಗಬಹುದು ಮತ್ತು ಇದರಿಂದಾಗಿ ಕಪ್ಪು ಕಲೆಗಳು ಕಾಣಿಸಿಕೊಳ್ಳಬಹುದು.ಮೋಲ್ಡಿಂಗ್ ಯಂತ್ರವು ವಿಳಂಬ ಸೆಟ್ಟಿಂಗ್ ವೈಶಿಷ್ಟ್ಯವನ್ನು ಒದಗಿಸಿದರೆ, ದಯವಿಟ್ಟು ಅದರ ಸಂಪೂರ್ಣ ಪ್ರಯೋಜನವನ್ನು ಪಡೆದುಕೊಳ್ಳಿ ಮತ್ತು ಅಚ್ಚು ಗಾತ್ರಕ್ಕೆ ಸೂಕ್ತವಾದ ಮೋಲ್ಡಿಂಗ್ ಯಂತ್ರವನ್ನು ಆಯ್ಕೆಮಾಡಿ.
4. ಮಾಲಿನ್ಯ ಅಥವಾ ಇಲ್ಲವೇ?
ಇತರ ರಾಳಗಳು ಅಥವಾ ಲೋಹಗಳ ಸಾಂದರ್ಭಿಕ ಮಿಶ್ರಣವು ಕಪ್ಪು ಚುಕ್ಕೆಗಳಿಗೆ ಕಾರಣವಾಗಬಹುದು.
ಅಸಮರ್ಪಕ ಶುಚಿಗೊಳಿಸುವಿಕೆಯೇ ಇದಕ್ಕೆ ಕಾರಣ ಎಂಬುದು ಅಚ್ಚರಿಯ ಸಂಗತಿ.ಹಿಂದಿನ ಇಂಜೆಕ್ಷನ್ ಮೋಲ್ಡಿಂಗ್ ರನ್ನಲ್ಲಿ ಬಳಸಿದ ರಾಳವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಸ್ವಚ್ಛಗೊಳಿಸಿದ ಮತ್ತು ತೆಗೆದುಹಾಕಿದ ನಂತರ ದಯವಿಟ್ಟು ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಿ.ಮರುಬಳಕೆಯ ಪ್ಲಾಸ್ಟಿಕ್ ಅನ್ನು ಬಳಸುವಾಗ, ಉಂಡೆಗಳಲ್ಲಿ ವಿದೇಶಿ ವಸ್ತುಗಳ ಉಪಸ್ಥಿತಿ ಇದೆಯೇ ಎಂದು ನೋಡಲು ಬರಿಗಣ್ಣಿನಿಂದ ಪರೀಕ್ಷಿಸಿ.
ಪೋಸ್ಟ್ ಸಮಯ: ಏಪ್ರಿಲ್-11-2023